
Recycling & Green Batteries
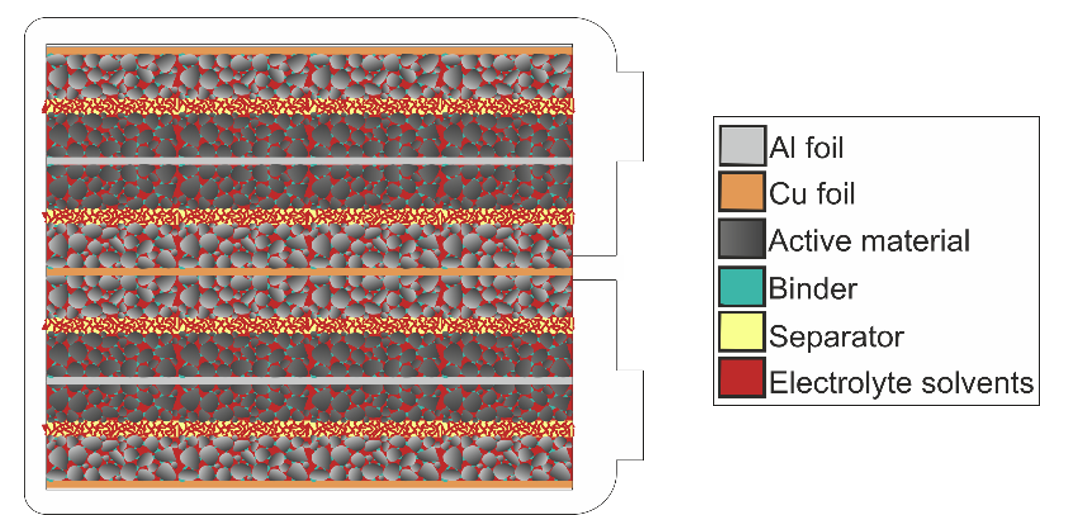
Die erfolgreiche Entwicklung eines nachhaltigen Marktes für Lithium-Ionen-Batterien erfordert effiziente und effektive Recyclingtechnologien für End-of-Life Zellen. Batteriezellen sind komplexe Systeme bestehend aus den funktionellen Einheiten Anode, Kathode und Separator. In Batterien mit Flüssigelektrolyt (Stand der Technik) ist das poröse Netzwerk der Elektroden und des Separators mit einem Elektrolytlösemittelgemisch und dem darin gelösten Leitsalz gefüllt. (Abb. 1)
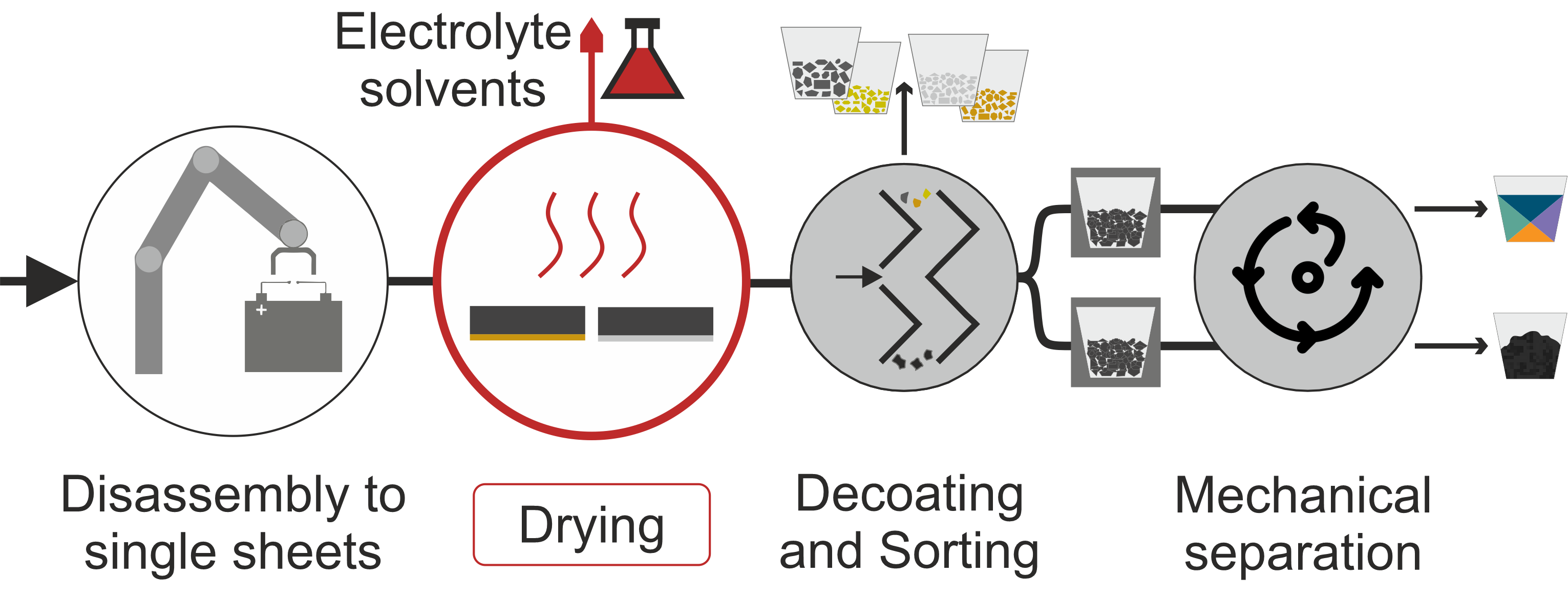
Beim mechanisch-hydrometallurgischen und beim direkten Recycling werden die einzelnen, zu separierenden Materialien durch die Zerkleinerung bzw. Zerlegung der Zellen zugänglich. Das Öffnen der Zellen führt gleichzeitig zur Freisetzung der Elektrolytlösemittel, welche ein erhebliches Risiko für die Prozesssicherheit und die Umwelt darstellen und auch die Rückgewinnungsrate in den nachfolgenden Prozessschritten beeinträchtigen. In einem thermischen Trocknungsschritt (Abb. 2) sollen sie gezielt aus dem Materialstrom entfernt werden, um die erforderliche geringe Restlösemittelbelastung zu erreichen. Gegenstand wissenschaftlicher Fragestellungen ist die Freisetzung der im Separator sowie in den Elektroden befindlichen Elektrolytlösemittel im Trocknungsschritt.
Wodurch wird die Trocknung beeinflusst?
Die Trocknung wird durch die Material- und Struktureigenschaften des Trocknungsgutes, die thermischen und thermodynamischen Eigenschaften der Elektrolytlösemittel (und deren interspezifische Wechselwirkungen) und die Trocknungsparameter bestimmt.
Der Stofftransport in der das Trocknungsgut umgebenden Gasphase wird durch die Temperatur, den Gesamtdruck sowie den Stoffübergangskoeffizienten an der Materialoberfläche charakterisiert. Letzterer wird maßgeblich durch die Geometrie des Trocknungsgutes (z.B. dünne Schicht, Schüttung aus Agglomeraten und Klumpen, Pulverhaufen) und die Strömung im Trockner bestimmt. In porösen Netzwerken hängt der Stofftransport entscheidend von Strukturparametern wie Porosität und Tortuosität, die den Diffusionsweg eines Moleküls durch die poröse Struktur zur Gutsoberfläche vorgeben, ab. Zuletzt wird die Trocknung durch die Freisetzungskinetik sorptiv gebundener Moleküle und deren Sorptionsgleichgewicht mit der umgebenden Gasphase beeinflusst. Dieser Einfluss kommt vor allem bei der Trocknung zu geringen Restlösemittelbeladungen zum Tragen. (siehe auch: Humidity Management)
Was ist das Ziel der Untersuchungen?
Ziel ist die Vorhersage optimaler Prozesszeiten bzw. Trocknungsbedingungen in Abhängigkeit der zulässigen Restbeladung an Elektrolytlösemittel. Zu diesem Zweck soll ein Modell entwickelt werden, das die Stofftransportmechanismen und interspezifischen Wechselwirkungen abbildet.
Bei der thermischen Behandlung im Recyclingprozess werden mit Elektrolytüberschuss hergestellte Batteriezellen bis zu geringen Restlösemittelbeladungen getrocknet. Dies erfordert eine ganzheitliche Modellierung des Stofftransports von der externen Gasphase über die interne Gasphase in der Makrostruktur bis hin zum Stofftransport in der Mikrostruktur.
Neben der Beschreibung des Stoffübergangs bei der Umströmung teils komplexer äußerer Geometrien ist somit auch die Modellierung des Porennetzwerkes durch geeignete Strukturparameter sowie eine adäquate Implementierung des Sorptionsverhaltens zwingend. Die Validierung der Modelle erfolgt durch Messungen im Labormaßstab an der unten dargestellten Messanlage. Die generierten Modelle ermöglichen es, technische relevante Prozesse zu simulieren und dadurch Optimierungspotential aufzudecken.
Messanlagen:
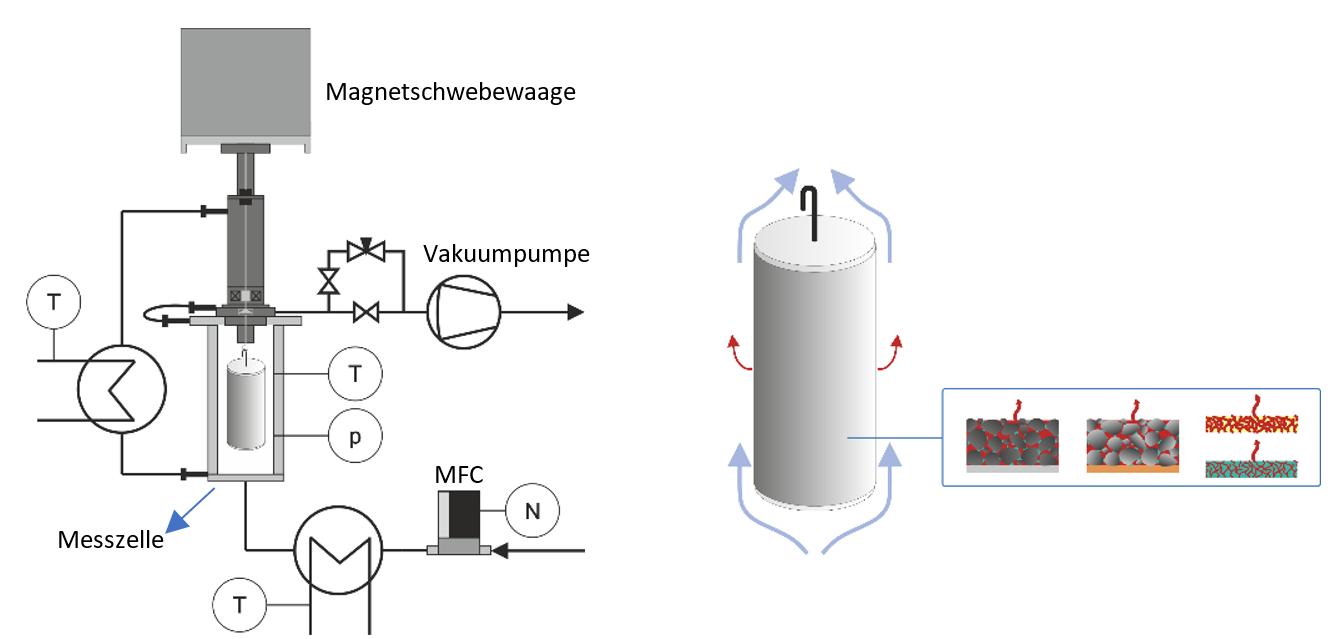
Für die experimentellen Untersuchungen wird eine Magnetschwebewaage mit einer temperierbaren Messzelle (Abb. 3), welche mit einem definierten Trägergasstrom durchströmt werden kann, verwendet. Die mit Lösemittel benetzte Probe wird an einem Probenhalter in die Messzelle eingebracht. Bei definierter Temperatur und definiertem Druck wird die Probe getrocknet, wobei die Waage die zeitliche Massenänderung der Probe aufzeichnet. Die hohe Messgenauigkeit der Waage (bis auf zehn Mikrogramm genau) ermöglicht dabei auch die Erfassung extrem langsam ablaufender Desorptionsvorgänge bei geringen Restbeladungen.
Die Versuchsanlage (modifizierter Aufbau) erlaubt darüber hinaus eine separate Bestimmung von Sorptionsgleichgewichten Desorptionskinetiken. Dabei wird die (zeitliche) Massenänderung der Probe bei sich ändernder Lösemittelaktivität in der Gasphase der Probenzelle, welche über die Temperatur des Verdampfers und der Probenzelle eingestellt wird, ausgewertet.