Battery Processing - Drying
Batterieelektroden werden meist als Nassfilm in Form einer Dispersion auf die Ableiterfolie der Elektroden beschichtet. Das Lösemittel (Wasser oder organisches NMP), welches das System fließfähig macht, muss daraufhin in einem Trocknungsprozess entfernt werden. Dabei spielt vor allem die Geschwindigkeit, mit der das Lösemittel entfernt wird (Trocknungsrate) eine entscheidende Rolle für die Elektrodenqualität.
Optimierte Trocknungsführung von Batterieelektroden
Zur Gewährleistung eines erhöhten Anlagendurchsatzes hinsichtlich der Optimierung der Prozesskosten ist eine genaue Kenntnis über die Auswirkung der Prozessparameter auf die Ausbildung der Elektroden-Mikrostruktur von Nöten. Dabei lassen sich die Anstrengungen wie folgt zusammenfassen:
- Steigerung des Anlagendurchsatzes durch Erhöhung der Trocknungsrate
- Minimierung des zu trocknenden Lösemittelgehalts
- Wahl der optimalen Prozessparameter im Trocknungsverlauf
Was ist Bindermigration?
Gerade bei schnell, mit hoher Trocknungsrate getrockneten sowie dicken Elektroden besteht die Gefahr durch Migration des Binders sowohl die mechanische als auch die elektrochemische Performance der Elektroden negativ zu beeinflussen.
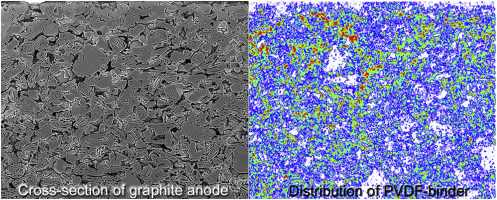
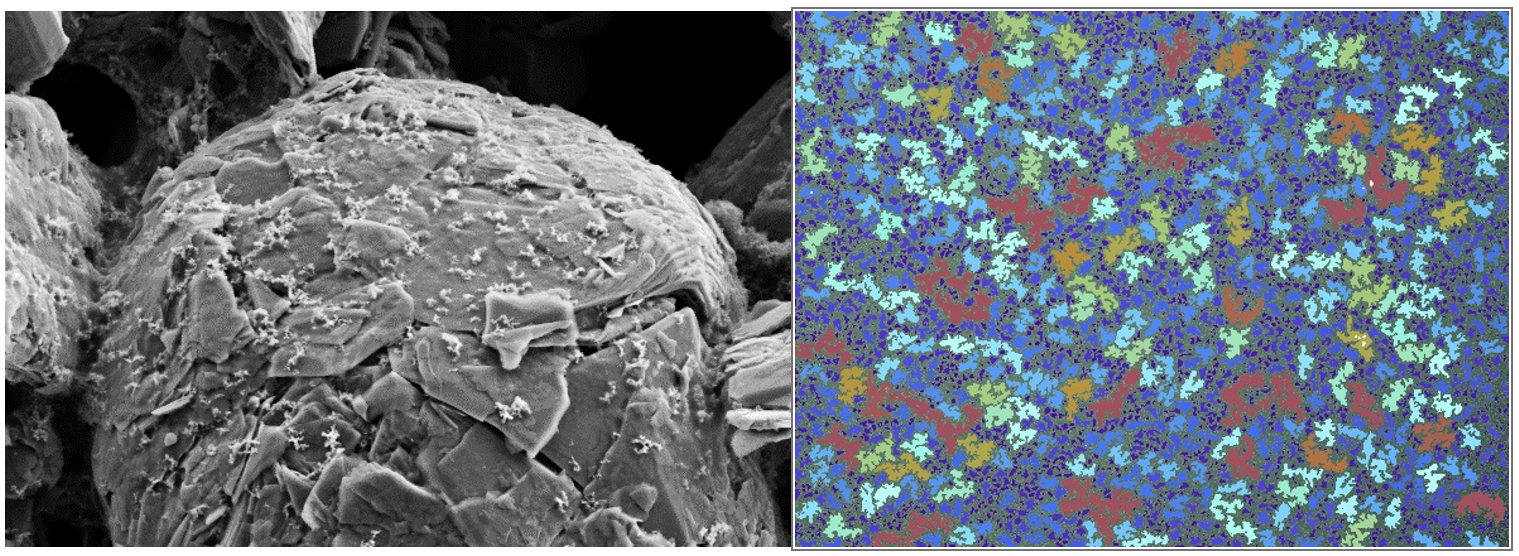
Durch kapillargetriebenen, konvektiven Lösemitteltransport während der Trocknung der Elektroden kommt es zu einer Komponentenverschiebung. Hieraus resultiert eine Depletion des Binders in Nähe der Substratfolie und im Umkehrschluss eine Akkumulation an der Elektrodenoberseite. Für Bindersysteme mit Heteroatom lässt sich diese Verschiebung in REM-EDS Aufnahmen (Abbildung 1) sichtbar machen.
Auf das Phänomen nehmen zahlreiche weitere Prozessparameter Einfluss:
- Feststoffgehalt, Zusammensetzung und Partikelmorphologie in der Dispersion (Slurry)
- Filmtemperatur & Stoffübergang in Abhängigkeit der noch vorhandenen Lösemittelbeladung
- Hierarchischer Aufbau der Elektrodenmikrostruktur durch Mehrlagen- & Primerbeschichtungen
- Methode und Intensität des Energieeintrags in die Beschichtung
Um neben dem Aufbau von grundlegendem Verständnis die Prozessführung weiter zu optimieren, bestehen unterschiedliche, sich ergänzende Ansätze, um die Ausnutzung der Beschichtungs- und Trocknungsanlagen zu verbessern.
Welche Wechselbeziehung haben Slurry- und Elektrodenmikrostruktur?
Durch Zusammensetzung und Herstellungsprozess der Slurry zur Nassfilmbeschichtung von Batterieelektroden wird die Verteilung der Komponenten und deren Wechselwirkungen (Burger) definiert. Unterscheidet sich bereits die Mikrostruktur der Slurries, z.B. durch Zerkleinern von Partikeln während des Mischvorgangs oder der Zugabe netzwerkbildender Additive, kann auch die Ausbildung der trockenen Mikrostruktur während der Trocknung beeinflusst sein.
Eine Änderung der Mikrostruktur zieht Einflüsse auf die elektrochemische Performance nach sich. Für unterschiedliche Slurries ergeben sich unterschiedlich starke Tendenzen für das Aufkommen von Bindermigration bei steigender Trocknungsrate, welche durch Untersuchung der Adhäsion auf Substratfolie oder der Untersuchung der Porenstruktur auf transparenten Substraten charakterisiert werden können.
Aufgabe der Forschung ist es hier, sich die spezifischen Eigenschaften von Materialien, Slurries und Additiven zu Nutze zu machen, um die Haftung und die elektrochemische Performance von Elektroden zu verbessern. Dabei ist ein grundlegendes Verständnis für den mechanistischen Ablauf der Bindermigration von Nöten, sowie die Flexible Beschichtungstechnologien, die eine Strukturoptimierung durch Applizierung mehrerer funktionaler Lagen übereinander (Hoffmann) zulassen.
Dazu zählen auch Technologien, die die Beschichtung lösemittelreduzierter Slurry oder Granulate (Ly), sowie Trockenbeschichtung von Elektroden zulassen.
Neben Graphit als Aktivmaterial für LIB Anoden beschränken sich die Anstrengungen ein grundlegendes Verständnis aufzubauen nicht nur auf dieses Material, sondern lassen sich auch auf Kathodenmaterialien wie Lithium-Eisen-Phosphat oder Natrium-Ionen-Batterie Elektroden (SIB) (Borho) übertragen.
Wie können alternative Trocknungsmethoden den Spielraum bei der Optimierung vergrößern?
Das Phänomen der Bindermigration wird neben der Trocknungsrate durch die Filmtemperatur der Elektrode während der Trocknung beeinflusst, wobei sich eine hohe Filmtemperatur positiv auf die Qualität der Elektrode auswirkt. Bei rein konvektiver Trocknung, dem derzeitigen Stand der Technik im Bereich der Elektrodentrocknung in Europa, liegen diesbezüglich einige Nachteile vor: Filmtemperatur und Trocknungsrate sind miteinander verknüpft, wodurch eine Erhöhung der Filmtemperatur nur durch eine Steigerung der Trocknungsrate erreicht werden kann. Dies resultiert wiederum in einer Zunahme der Bindermigration und damit in einer Abnahme der Elektrodenqualität.
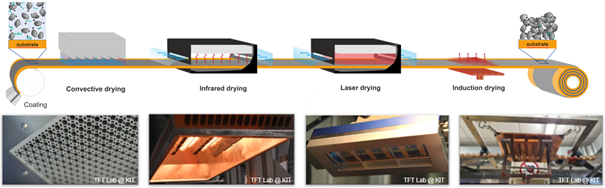
Durch den Einsatz eines zusätzlichen Energieeintrags durch alternative Trocknungsmethoden (Borho, Altvater), wie bspw. Infrarot-Strahlung (IR), Laser oder Induktion, wird der Wärme- und Stoffübergang teilweise entkoppelt. Auf diese Weise werden bei gleicher Trocknungsrate höhere Filmtemperaturen und damit bessere Elektrodeneigenschaften erzielt als bei der konvektiven Trocknung. Durch den direkten Energieeintrag und die schnelle Reaktionszeit sind diese Verfahren darüber hinaus für mehrstufige Trocknungskonzepte geeignet, was den Trocknungsprozess von Batterieelektroden zusätzlich optimieren kann. Neben prozesstechnischen Aspekten ist der Einsatz alternativer Trocknungsmethoden auch aus wirtschaftlicher und ökologischer Sicht interessant.
Welche Möglichkeiten bestehen zur Überwachung des Trocknungsprozesses in Industrieanlagen?
Die Trocknung von Elektroden ist ein fehleranfälliger Produktionsschritt. Die daraus resultierenden hohen Ausschussraten sind ein starker Kostentreiber und verschlechtern maßgeblich die Energie- und Materialeffizienz der Produktion. Aus diesem Grund werden verschiedene Möglichkeiten zur Überwachung des Trocknungsprozesses eingesetzt (Mohacsi). Hierbei wird unterschieden zwischen sogenannten End-of-Line-Tests (EOL), bei denen die Qualitätsprüfung erst am Ende der Produktionslinie stattfindet und sogenannten Inline-Messungen, welche eine kontinuierliche live-Überwachung wichtiger Prozessparameter ohne Unterbrechung des Produktionsprozesses erlauben. Folglich ermöglichen Inline-Sensoren eine kontinuierliche und frühzeitige Erkennung von Produktionsfehlern, was die Voraussetzung für eine sofortige Korrektur darstellt. Daher ist die Erforschung neuer, inline-fähiger Sensorik Gegenstand gegenwärtiger Forschungsaktivitäten.
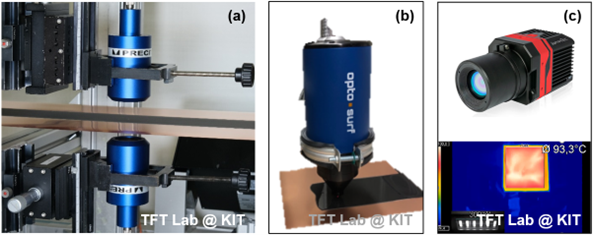
Die Trocknung von Elektroden lässt sich anhand verschiedener Parameter charakterisieren. Die wichtigsten sind die Filmtemperatur, die Schichtdicke, die Oberflächenbeschaffenheit (Rauheit, Reflexionsgrad). Der Einsatz von chromatisch-konfokalen Punktsensoren (Abb. 4 (a)) erlaubt eine inline-Messung der Schichtdicke auch auf einem vibrierenden Band, indem zwei solcher Sensor auf der Oberseite und Unterseite der Schicht platziert werden. Eine Messung der Filmtemperatur kann durch pyrometrische Messungen oder IR-Sensoren erfolgen. Durch den Einsatz von IR-Kameras (Abb. 4 (c)) kann eine ortsaufgelöste Temperaturmessung über die gesamte Oberfläche erfolgen, was sehr hilfreich ist, um Inhomogenitäten im Trocknungsfortschritt festzustellen. Der Einsatz eines Streulichtsensors (Abb. 4 (b)) ermöglicht eine einfache Messung der Oberflächeneigenschaften der Elektrode. Durch Analyse des Reflexionsverhaltens kann auf die Oberflächenrauheit geschlossen werden. Diese nimmt aufgrund der einsetzenden Porenentleerung während der Trocknung stark zu. Auf diesem Weg können mithilfe eines Streulichtsensors wichtige charakteristische Zeitpunkt während der Trocknung detektiert werden. Eine genaue Kenntnis dieser charakteristischen Punkte erleichtert auch die Konfiguration eines optimierten mehrstufigen Trocknungsprozesses.